Sherlock Belt Compact is a compact belt sorting platform, developed for processors who require stable, high-precision inspection performance under real production conditions.
Built on the technological foundation of the Sherlock machine series, the system combines high-resolution 4K RGB imaging, AI-supported deep learning and background-free in-flight inspection to deliver highly accurate sorting decisions with reduced false rejects, lower maintenance requirements and optimized yield.
Designed for modern processing environments, Sherlock Belt Compact enables advanced optical sorting performance within a compact, retrofit-friendly footprint.
Conventional belt sorters inspect products directly on the belt. In demanding production environments, belts, shadows, reflections and contamination can negatively influence image quality and sorting consistency.
Sherlock Belt Compact was engineered to eliminate these limitations.
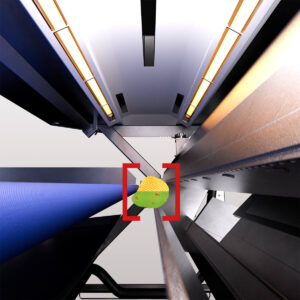
Its background-free in-flight inspection architecture separates the product completely from any physical background during inspection. This creates cleaner image acquisition, more stable product segmentation and highly precise defect detection. In addition, the distance between detection and rejection is reduced to a minimum, guaranteeing precise defect rejection, even for light or rolling objects.
The result is stable sorting performance designed for real production environments, not laboratory conditions.
Sherlock Belt Compact combines advanced inspection and sorting technologies within a compact industrial platform:

Sherlock Belt Compact is suitable for a wide range of food processing applications. Its compact architecture and stable inspection performance make it particularly suitable for applications where precision, footprint and uptime are critical.
The background-free inspection concept removes optical interference caused by belts, dirt or Reflections.
This enables:
Because inspection is performed independently from the belt surface, cleaning requirements and belt-related inspection fluctuations are significantly reduced.
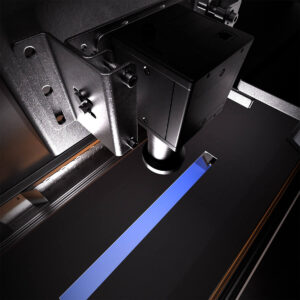
The system uses high-resolution 4K RGB camera technology for precise visual inspection and defect detection.
Applications include:
The inspection system is designed to maintain stable performance even under varying product conditions and throughput levels.

AI-supported deep learning models enable highly stable defect detection and precise product
segmentation across changing production conditions.
Instead of relying exclusively on static rule-based inspection, the system continuously improves
detection quality through intelligent image evaluation and modelling.
This supports:

In-flight inspection minimizes the distance between inspection and ejection.
This enables:
Only the product that must be removed is removed.
The high-speed air ejection system was designed for accurate reject separation while maintaining stable product flow and processing efficiency.
Sherlock Belt Compact was developed specifically for processors seeking advanced sorting performance within existing production environments.
Its compact footprint supports:
The platform enables modern inspection capabilities without requiring extensive line redesign.

Traditional belt inspection systems often require regular maintenance to maintain stable detection performance.
Because Sherlock Belt Compact performs inspection off belt, the system reduces maintenance requirements associated with dirty belts, worn backgrounds and unstable inspection conditions.
This contributes to:
Modern food processing requires more than simple defect detection.
Processors require systems that support:
Sherlock Belt Compact was developed around these requirements.
Compact in footprint. Precise in operation. Built for industrial performance.
Sherlock Belt Compact is a compact optical belt sorting system from Insort designed for high-precision RGB inspection and defect removal in industrial food processing applications.
No. Sherlock Belt Compact is based on high-resolution RGB imaging combined with AI supported deep learning and background-free inspection architecture.
Unlike conventional systems that inspect directly on the belt surface, Sherlock Belt Compact uses background-free in-flight inspection. Products are inspected while airborne, reducing optical interference and improving sorting precision.
The system is suitable for potato products, chips and snacks, fresh and blanched vegetables, fresh-cut products, processed fruits and vegetables and other small-sized bulk food applications.
Yes. The compact footprint and integration-focused design make the system highly suitable for replacing older-generation optical sorters within existing production lines.
Sherlock Belt Compact uses high-speed air ejection for precise defect and foreign material Removal.
AI-supported deep learning models improve defect recognition, product segmentation and inspection stability across changing product and production conditions.
Yes. The platform supports data extraction and process analysis functionalities to support production optimization, monitoring and quality control.







