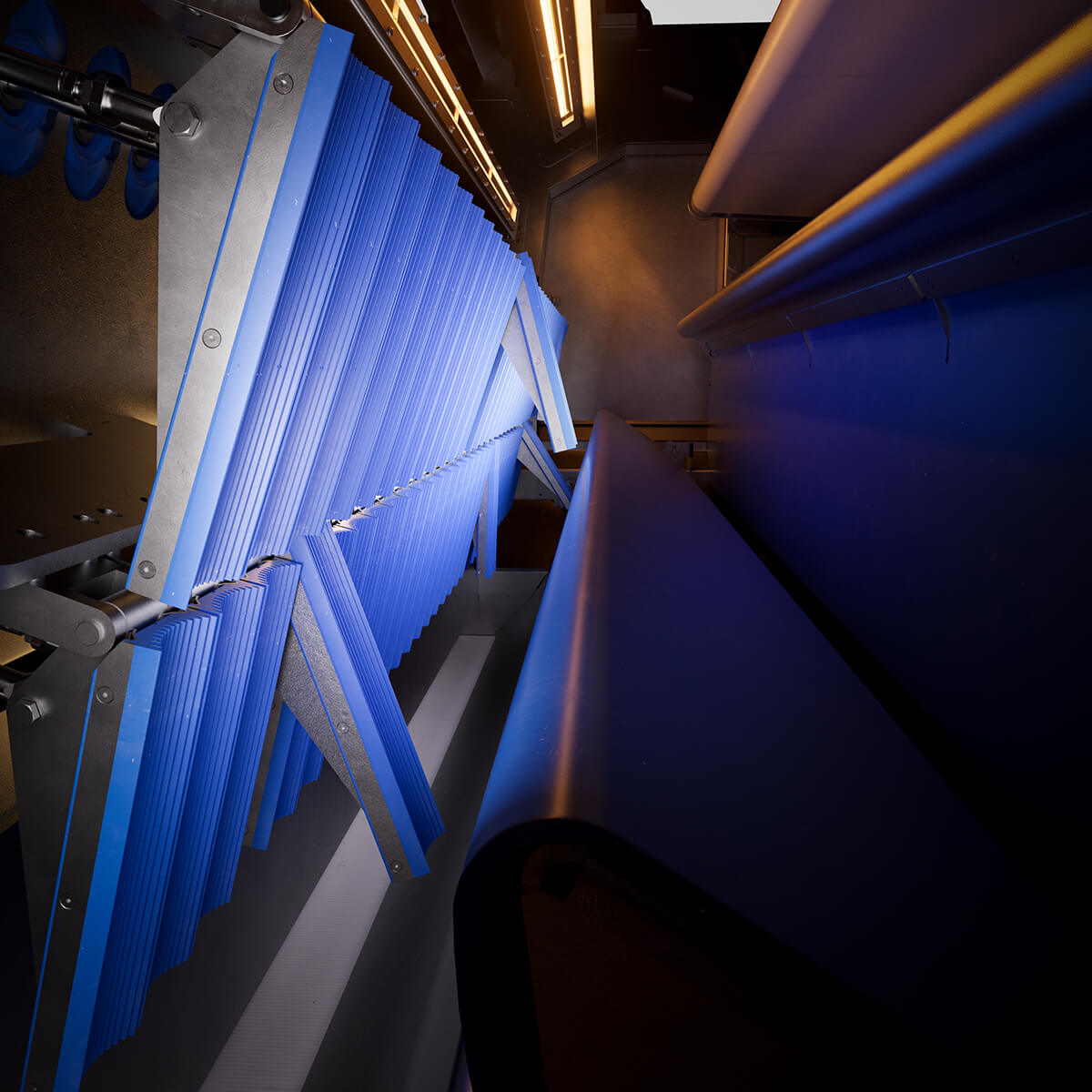
We are pushing the limits of fresh-pack sorting – and defining a new standard in volume, quality and value.
The Sherlock Separator Fresh has been purpose-built for washed potato applications where surface defects, discolorations and disease indicators drive sorting performance and product value.
Equipped with next-generation 4K RGB cameras and real-time deep-learning AI, it delivers exceptional detection accuracy at industrial scale – even at 60+ tonnes per hour.
Foreign material control is available as an optional upgrade, but it is not the primary focus of this fresh-pack application.
Once configured, the system runs autonomously: Just set it – and let it perform.

Wet Rot
Dry Rot
Greening
Harvest Damage
Scab
Freezing Injury
Dehydration
Lenticels
Wire Worm Damage
Brown Skin Marks
Budding/Sprouting
Mechanical Damage
Splits/Cracks
Healed Cavity
Rhizoctonia
Malformation
Webbing
Skinning
System-Benefits
4K RGB
Deep Learning AI
Separator rejection system
2, 3 or 4-way sort
Size statistics
Defect statistics
Reject statistics
Remote access

The Sherlock Separator Fresh employs an advanced real-time deep-learning engine that has been specifically trained to recognise the visual characteristics of washed potatoes.
Operating at millisecond speed, the system analyses every product in freefall and interprets critical surface information such as discolorations, texture changes, bruising patterns and early-stage disease indicators. By continuously learning from natural product variability, the AI delivers remarkably stable sorting performance – even under fluctuating conditions such as seasonal differences, diverse potato varieties or inconsistent washing quality.
Once configured, the deep-learning model requires no ongoing operator adjustment. It automatically adapts to product flow changes, ensuring consistent and reliable quality output throughout an entire production shift. This autonomy not only reduces manual intervention but also significantly enhances process stability for fresh-pack producers.
The Machine is equipped with next-generation 4K RGB camera systems, delivering state-of-the-art imaging resolution. This substantial increase in pixel density provides the deep-learning engine with highly detailed surface information – a decisive advantage for fresh-pack applications where subtle defects make a critical difference.
Key advantages of 4K in washed potato applications:
Sharper detection of small bruises and subtle discolorations
More reliable identification of surface-visible disease indicators
Improved colour fidelity for stable grading
Higher confidence levels for AI-driven decisions
Consistent quality at 60+ tonnes per hour
With its advanced 4K vision platform, the SHERLOCK SEPARATOR FRESH delivers detection capabilities unattainable for older camera systems – ensuring better sorting decisions, cleaner output streams and higher yield across every production hour.
The Sherlock Separator Fresh features a high-performance modular ejection platform designed for the intensive flow of washed potatoes.
Up to four independent sorting exits
Exit 1: Accepted quality
Exit 2: Second quality or size-based separation
Exits 3–4: Optional streams for customised sorting (gross defects, foreign material, …)
The vertical handling system is designed to keep potatoes intact, ensuring zero damage to good product – a critical requirement for
retail-quality goods.

CIT’s chemical inspection capabilities brings us to new levels and possibilities of product inspection compared to any other optical eye out there such as lasers, various amount of cameras or Xray. Where other optical eyes focus on trading off the amount of bad in good vs good in bad; CIT’s approach is seeing and removing it with the highest reliability of the industry, no matter what product or defect and this at consistent levels even if there are seasonal product changes or product variety changeovers. CIT does not need any operator to constantly be monitoring and keeping the machine in balance.